.png&dst=menucsempe&num=0&ts=1647010230&wtype=1&ext=.png)

Hogyan épül fel a gyémánttárcsa?
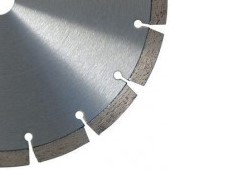
Nevéből adódóan, evidens a válasz a kérdésre: egy tárcsából, ami gyémántokat tartalmaz. Alapját egy edzett szerszámacélból készült lemez adja, amelynek bírnia kell a vágás során keletkező és rá ható folyamatos mechanikai terhelést, így komoly követelményeknek kell megfelelnie. Erre a lemezre vagy tárcsára kerülnek az úgynevezett szegmensek, amelyek fémporokból és gyémántszemcsékből álló fémötvözetek. A mesterségesen előállított gyémánt, mint a legkeményebb szerszámanyag végzi a vágási munkát. A fémporok, pedig arra szolgálnak, hogy ezeket a gyémántszemcséket fixen rögzítsék.
A fémpor tulajdonságaitól függően lehet elérni kemény (abrazív anyagokhoz használható) vagy puha (kemény anyagokhoz használható) kötést. Ha a kötés túl kemény az anyaghoz képest, az a tárcsa elrepedéséhez vagy éltöréshez vezethet, ezért mindig a vágandó anyag keménységének megfelelően kell kiválasztani a tárcsát!

Gyémántszemcsék a tárcsán
Hogyan történik a vágás?
A vágási műveletet a szegmensben lévő rengeteg gyémántkristály hozza létre. Miközben nagy sebességgel a vágandó anyag felületéhez ütköznek, apró forgácsot választanak le, köszönhetően a gyémánt extra nagy keménységének. A szegmens viszont idővel kopik, így a kristály végül kiesik a tárcsából, de az alatta lévő újabbak szabaddá válnak, és azok végzik el továbbiakban a vágómunkát.
Egyik legfontosabb minőségi szempont tehát, hogy a kristály minél később kopjon ki vagy essen ki a tárcsából. Minél koptatóbb az anyag annál jobban kopik a tárcsa, azonban ha jól választottuk meg a tárcsatípust, akkor minimális lesz a kopás mértéke.
Száraz vagy vizes vágás?
Víz nélküli, száraz vágás közben a vágótárcsa nagy hőterhelésnek van kitéve, ami egy idő után a tárcsa deformálódásához, károsodáshoz vezet. Elkerülése céljából hűtési szüneteket kell beiktatni: nagyjából 20-30 másodperces vágás után 5-10 másodperc szünetet kell tartani, forgó tárcsával. Folyamatos munkavégzéshez, pedig jobb megoldást nyújt a vízhűtéses vágás. Általánosságban véve a száraz tárcsák használhatók vizes vágásra is, de vannak kifejezetten vizes vágásra tervezett tárcsák.
Fontos, hogy elegendő hűtővízzel lássuk el a tárcsát, melynek folyamatosságát munka közben ellenőrizni kell. A hűtővíz hozzávezetést úgy kell elrendezni, hogy a víz a vágókorongról a vágatba kerüljön, így a vágási iszapot öblíteni tudja. A vizes vágógépek és tárcsák használatával a tárcsák élettartama jelentősen növelhető, amellett, hogy tisztább és pormentes a munkavégzés.
Milyen szegmenstípusok vannak?
A szegmensek, vagyis maga az él kialakítása, meghatározza, hogy a tárcsa milyen anyagok vágására alkalmas.
Folyamatos él: A folytonos, egybefüggő él eredményezi a legszebb vágási felületet, amely csempék és burkolatok vágásánál elengedhetetlen, mert nem töri le vagy csipkézi ki a széleket. Kemény, mázas anyagok, porcelánok, csempék, márvány- és kőporcelán burkolatok, járólapok vágásához ajánlott a használatuk.

Nútozott/”turbó” él: A szegmens oldalán lévő, hűtésre szolgáló bevágások hajtják a tárcsa körül a levegőt vagy vizet, így egyaránt alkalmas száraz és vizes vágásra. Tiszta vágási élt ad, nagyobb vágási mélységgel, megfelelő tárcsahűtéssel, ezért általános építőipari anyagokhoz használható. Pár cm vastag anyagok vágásánál sem szakítják az anyagot, így cserepekhez, lapokhoz is használható. Beton, vasbeton (nem akad meg a rudakban), tégla, kő, gránit vágására alkalmas, de egyes típusok burkolatokhoz is.

Szegmentált él: Rendkívül gyors tárcsa, jó hűtéssel és nagy vágási mélységgel, így vastag anyagokhoz nélkülözhetetlenek. Száraz és vizes vágásra is alkalmas. Használható kemény anyagok, beton, tégla, kő, gránit vágásra, azonban burkolatokhoz, vasbetonhoz nem.
Milyen tárcsát válasszunk?
Leggyakoribb építőipari anyagokhoz:
A gyakran előforduló építőipari anyagok vágásához a vegyes használatra alkalmas, univerzális tárcsák ajánlottak. Különböző anyagok egymás utáni vágására alkalmasak, mivel a tárcsa feléleződik az anyagváltások során. Nem is szabad csak egyfajta anyagot vágni, mert idő elteltével erősen romlik a vágási teljesítmény, és a szerszám élezésre szorul. Az univerzális tárcsák majdnem mindegyik anyagot vágják, de az erősen koptató, abrazív anyagokban lényegesen rövidebb az élettartamuk, kemény anyagok vágásánál pedig gyakoribb élezést és sűrűbb hűtési szünetet igényelnek.
Abrazív anyagokhoz:
Az erősen koptató anyagokat nevezzük abravíznak, mint az aszfalt, friss beton, puhább tégla, homokkő vagy samott tégla. Ebben az esetben, speciálisan a célterületre készült vágótárcsára van szükség, melyeket az adott anyag vágására fejlesztettek ki. Fontos, hogy a kemény anyagokat nem vágják, ezért márványt vagy beton járólapot ne vágjunk vele!
Kemény anyagokhoz:
A kemény anyagok vágására fejlesztett vágótárcsákkal, csak kemény anyagokat érdemes vágni, mint a porcelán, márvány, gránit, vasbeton, tégla, tetőcserép, burkolólap stb. Puhább anyagban jelentősen romlik a vágási teljesítmény, és erőteljesen csökken az élettartam.
Vágótárcsa élezése:
Élezni lágyabb anyagban történő vágással lehet: ilyen a homokkő vagy az agyagtégla, de a legmegfelelőbb erre a célra a korundszemcsés köszörűkő.
Ez a videó bemutatja az élezés helyes technikáját:



